Processing examples
Work pieces for passenger lifts
Internal broaching of the groove and shaping of the external toothing with small free surrounding area, milling of the toothing is therefore not possible.Rotor for vacuum pump of a diesel motor
Second broaching of a pre-milled long hole with precise shape tolerances and positional tolerances as well as high level of surface qualities.Deep-drawn sheet metal parts & internal toothing
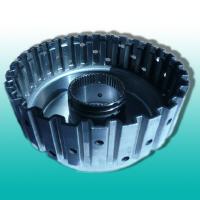
Broaching internal toothing positioned towards the transverse cross-holes with 3 x 4 teeth less for mountingRing for aerospace industry
Broaching of a window in the ring with a diameter of 250 mm. This part is used in the aeronautical industry because also very accurate shape tolerances and positional tolerances as well as surface qualities have to be ensured here.Ring for electric motors
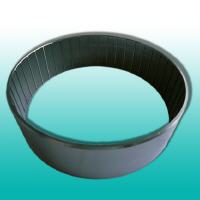
Broaching of a ring with an internal diameter of 190 mm for electric motors. It has to be noted here that the broaching tool has also a diameter of 190 mm.Lever for control units
Complete processing of a lever of control units of high-voltage currents. For this the spline is broached after the slitting in order to ensure dimensional accuracy. Slitting of the lever with the tool depicted above is significantly more economic in larger quantities than milling.
You can see here the broaching tool used for the processing of the lever for control units. The slit was produced with this tool.External tube for truck-mounted cranes
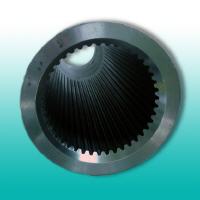
Broaching of the involute tooth gear according to DIN 5480 in a turning work piece with an internal diameter of 190 mm and an unusually long toothing with a length of 380 mm. This requires specially adjusted broaching tools to realise the customer’s requirement.
You can see here the broaching tool used for processing the external tube for truck-mounted cranes. The entire involute toothing is produced with this tool within a very short time.