


Recubrimientos
Recubrimientos
Recubrimiento Tin para el brochado en húmedo
Estructura: Mono Espesor de capa: 2 – 4 µm Dureza: 2300 HV Coeficiente de fricción frente a acero 100Cr6: 0,6 Ventajas: Alta dureza y abhesión Buena resistencia química Buena resistencia térmica Conductividad térmica relativamente reducida Biocompatible y compatible con alimentos Atractivo color dorado
AlTin para el brochado en húmedo
Estructura: Mono Espesor de capa: 2 – 7 µm Dureza: 3400 HV Coeficiente de fricción frente a acero 100Cr6: 0,4 Ventajas: Desarrollado para el arranque de virutas, particularmente para materiales difícilmente mecanizables Superficie muy lisa Alta dureza Alta tenacidad Estructura inerte
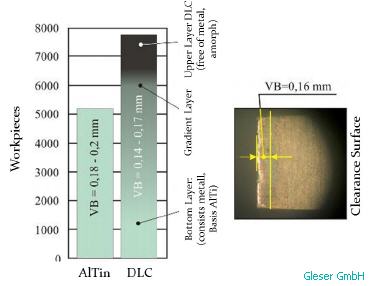
DLC para el brochado en húmedo
Estructura: Multi Espesor de capa: 1,5 µm Dureza: más de 2500 HV Coeficiente de fricción frente a acero 100Cr6: <0,15 Ventajas: Desgaste reducido Alta productividad gracias a las velocidades de corte elevadas Prácticamente no influye en el canto de corte (redondeo)
AlTin para el brochado en seco
Estructura: Mono Espesor de capa: 2 – 7 µm Dureza: 3400 HV Coeficiente de fricción frente a acero 100Cr6: 0,4 Ventajas: Desarrollado para el arranque de virutas, particularmente para materiales difícilmente mecanizables Superficie muy lisa Alta dureza Alta tenacidad Estructura inerte Coeficiente de fricción reducido
DLC para el brochado en seco
Estructura: Multi Espesor de capa: 3 µm Dureza: más de 3000 HV Coeficiente de fricción frente a acero 100Cr6: <0,15 Ventajas: Desgaste reducido Alta productividad gracias a las velocidades de corte elevadas Coeficiente de fricción reducido